


151-5172-3266
平行双主轴车削中心
挟带着业界新科技与高品质零件,针对汽机车产业需求所开发之程泰 GTH 系列 CNC 车削中心,运用先进的平行双主轴双刀塔结构与高效率的自动化周边设备,提供您自入料、正面 / 背面加工、出料、工件检测等一气呵成的完整加工方案,适合各类盘型、短轴型工件之自动化批量生产需求。
主要结构采模组化设计,可依实际加工需求扩充为好的化生产线,大幅减少人力成本并提高生产效率。
平行式双主轴结构可有效降低刀塔干涉量,符合各种大尺寸盘型工件之精密切削需求。
Z 轴轨道采床鞍结合底座之设计,刚性较一般心轴式结构更为优异。
选用动力刀塔、C 轴,可在同一机台进行两端车、铣、钻等复合加工功能,也可对端面和圆柱面进行轮廓铣削。
高刚性结构
运用 FEA 有限元素分析以及高张力米汉纳铸件结构,让高刚性之主轴本体、刀塔与床鞍达到好的设计,机械强度足以负荷极重切削且保持长期超高精度,同时机台的高刚性结构亦能延长刀具使用寿命。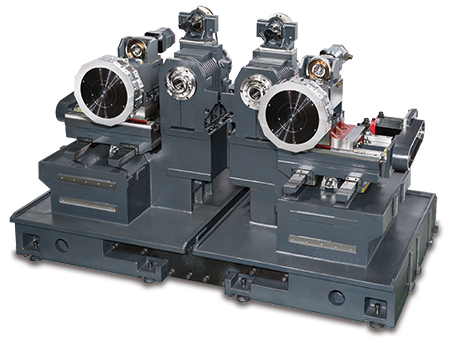
平行双主轴结构采模组化独立底座设计,可有效降低双系统之切削共振,提高切削稳定度、真圆度与表面粗糙度。
主要机台构件整合为一强固基础,低重心机身提供机头,刀塔极为稳固的基座。
X / Z 轴采高刚性硬轨设计,经热处理且精密研磨,并以大跨距设计达成大的强度与精度。硬轨设计也提供了重切削与断续车削应用的刚性需求。
所有滑板、机头、刀塔及滚珠导螺杆结构与底座接触面皆以手工铲花,以达成大组装精度、结构刚性及均衡负载。
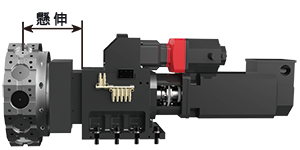
Z 轴结构刚性
床鞍结合底座结构
底座全行程支撑床鞍与刀塔,刀塔悬伸较短,切削刚性大幅提升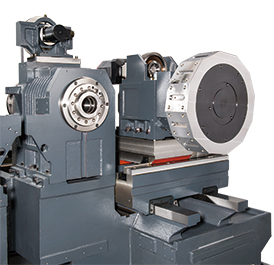
极致切削能力
1. 机头采左右对称式设计,可将重切削时所承受的各轴向负荷,更均匀的分布至机头底部,防止结构受力变形。
2. 将 P4 等级超高精度滚柱型轴承直接安装于主轴机头内,以达到精密之大负荷能力,而且轴承排列方式配合最好跨距二点支撑设计,能满足平稳重切削及长时间的精密加工需求。
3. 机头外罩结合散热叶片的设计,可加速散热效率,即使长时间重切削加工,机头也不会受热变形。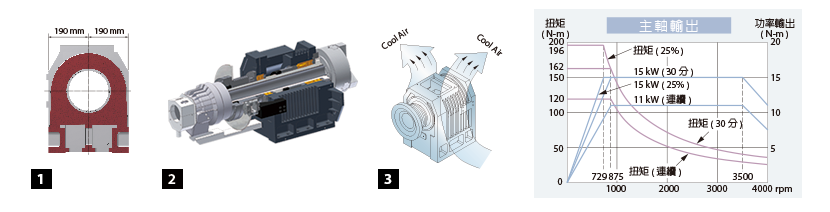
气压式工件定位检知机构 ( 选用 )
运用气压流量检测工件与夹爪面之贴合度,当贴合度不足时,机械手臂将重新入料,以确保作业安全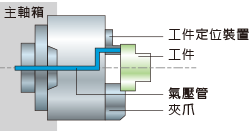
先进刀塔科技
以高负荷之伺服马达作换刀定位,相邻刀具换刀时间仅需 0.2 秒,对角刀具也只需 0.5 秒,不论间隔多远,刀塔换刀可一气呵成,不须停顿。
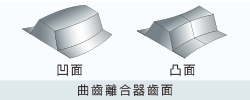
采用 Ø 210 mm 大直径超高精度曲齿离合器精密定位刀盘,配合 4,000 Kg 夹持力,确保任何切削情形下皆有充分的刀塔刚性。
曲齿离合器具有自动对心、自动清洁以及超大齿面结合面积的特性,可确保长期使用的切削刚性与定位精度。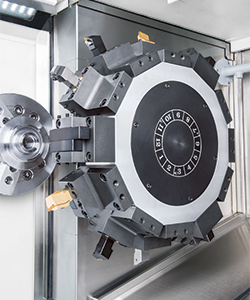
12 支刀动力刀塔可装置 12 支动力刀具 ( 仅在工作位置之刀具旋转 ),刀盘不需推出即可完成换刀。
动力刀塔运用新伺服定位科技,相邻刀具换刀时间仅 0.2 秒完成换刀,对角刀具换刀为 0.5 秒。
动力刀具采用先进技术之 AC 伺服马达驱动方式,能以高扭矩输出充沛的动力,轻易完成最困难的加工。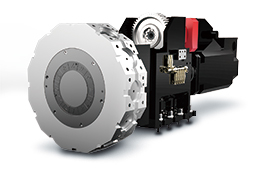
佳性能 C 轴
结合动力刀塔,Cf 轴及碟式煞车系统可提供钻、铣、攻牙等复合功能,包括圆柱及极座标插补之轮廓加工,类同加工中心机第 4 轴旋转台功能 。
利用 FANUC 伺服马达拥有每转 33,000,000 脉波的超高解析度信号及高输出扭矩的特性,工件表面加工精度较 Cs 轴 ( 由主轴驱动 ) 车床优异甚多,即使在重切削下动态精度也可达 ± 0.02˚。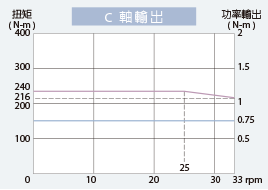
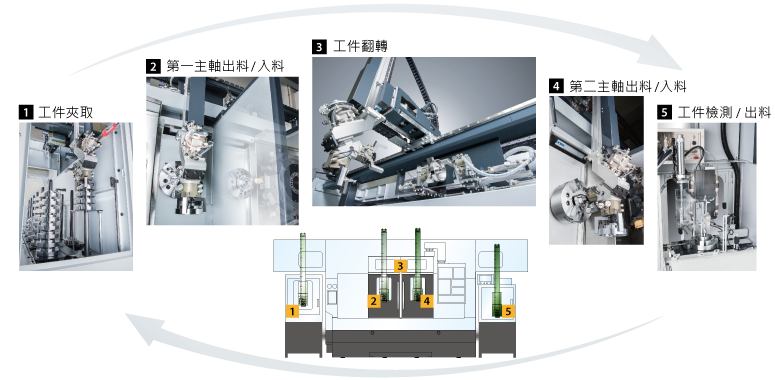
自动化生产系统
依据不同之工件规格与加工特性,程泰提供您可弹性配置之自动化生产系统,确保高效率、无人化之作业需求
X 轴最快速度 : 2,500 mm/sec.

| 门型上下料系统 | ||
|---|---|---|
| 机械手臂可搬最大工件重量 | 3 Kg x2 | |
| 机械手臂可搬最大工件尺寸 | Ø 150 x 80 mm | |
| X 轴 ( 左 / 右 ) | 行程 | 4,200 mm*1 |
| 最快速度 | 2,500 mm/sec. | |
| Y 轴 ( 上 / 下 ) | 行程 | 800 mm |
| 最快速度 | 2,000 mm/sec. | |
| Z 轴 ( 前 / 后 ) | 行程 | 210 mm |
| 最快速度 | 500 mm/sec. | |
| C 轴 | 行程 | 180˚ |
| 最快速度 | 1 sec/180˚ | |
*1 依需求适度增减
旋转式双爪机械手臂
结合气压式工件定位检知机构,工件下料、定位检知,上料可一气呵成,安全且快速。
工件检测台
可依据实际需求设定精度条件,测定完成后自动分流良品与不良品,大幅节省作业人力
返回
顶部


